
Gas Catalytic IR Technology
Gas Catalytic IR Technology. How it Works
What is Gas Catalytic IR?
Gas catalytic infrared (IR) technology uses a flameless oxidation process to generate radiant heat. Unlike conventional flame-based heating, the catalytic reaction occurs on a platinum-coated ceramic surface, producing clean, uniform infrared radiation without combustion. This technology harnesses the electromagnetic spectrum’s infrared wavelengths to transfer heat energy directly to powder-coated surfaces, fundamentally different from convection heating, which relies on heated air. This technology is the basis of our Galaxy Dry, Galaxy Boost and Galaxy Cure systems
The Electromagnetic Spectrum
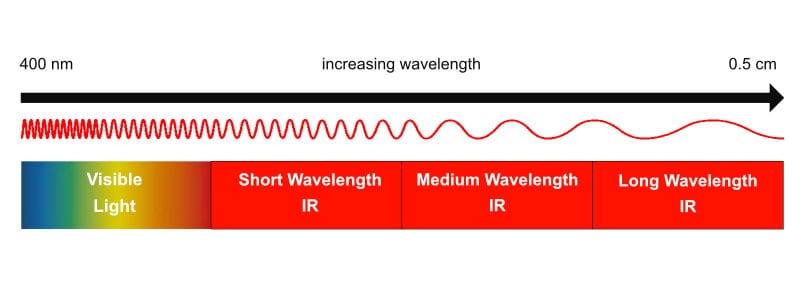
The electromagnetic spectrum showing the position of infrared radiation. Gas catalytic heaters emit in the 3-10 micron range, optimized for powder coating absorption.
Gas Catalytic IR Range
Infrared Wavelength Categories:
- Shortwave IR (0.78–3 μm): High energy, shallow penetration, very high temperatures
- Medium wave IR (3–6 μm): Moderate energy, balanced penetration and surface heating
- Longwave IR (6–15 μm): Lower energy, deeper penetration, gentler surface heating
Understanding Infrared Radiation
The Electromagnetic Spectrum
Infrared radiation is electromagnetic energy with wavelengths longer than visible light but shorter than microwaves. The IR spectrum itself is divided into three categories based on wavelength, each with distinct heating characteristics and industrial applications.
How Infrared Transfers Heat
When infrared waves strike a surface, they cause molecules in the material to vibrate, generating heat. Unlike convection (which heats air) or conduction (which requires direct contact), IR energy travels through space and converts to heat only when absorbed by matter.
Gas catalytic systems produce medium-to-longwave infrared radiation (3–10 μm range), which matches the absorption characteristics of powder coatings and most industrial substrates. This wavelength range provides optimal energy transfer for curing powder coatings on metallic and heat-sensitive materials.
Harnessing the Power of Infrared
The Catalytic Oxidation Process
Gas catalytic infrared heaters generate radiant heat through a flameless oxidation process. Natural gas or LPG flows across a ceramic surface coated with platinum or other precious metal catalysts. When the gas contacts the heated catalyst, oxidation occurs without producing a visible flame.
This catalytic reaction produces three outputs: infrared radiation (in the form of medium to longwave IR), water vapor, and carbon dioxide. Unlike conventional gas burners, the process generates no nitrogen oxides (NOx) or other harmful combustion byproducts, making it one of the cleanest industrial heating methods available.
Benefits of Catalytic Infrared Heating:
- Flameless Operation: No open flame reduces fire risk and improves safety in powder coating environments
- Clean Combustion: Produces only water vapor, CO2, and IR energy—no NOx or other pollutants
- Instant Control: Heater output responds immediately to gas flow adjustments for precise temperature management
- Energy Efficiency: Direct radiant energy transfer minimizes heat loss compared to convection systems


Precision Energy Delivery
The catalyst surface temperature determines the wavelength of infrared radiation emitted. Gas catalytic heaters typically operate at surface temperatures between 400°C and 950°C (750°F to 1750°F), producing infrared energy in the 3–10 micron wavelength range.
This wavelength range is specifically matched to the absorption characteristics of organic coatings, including powder coatings, liquid paints, and inks. When IR radiation in this range strikes a coated surface, the energy is efficiently absorbed and converted to heat, enabling rapid cure cycles without overheating the substrate.
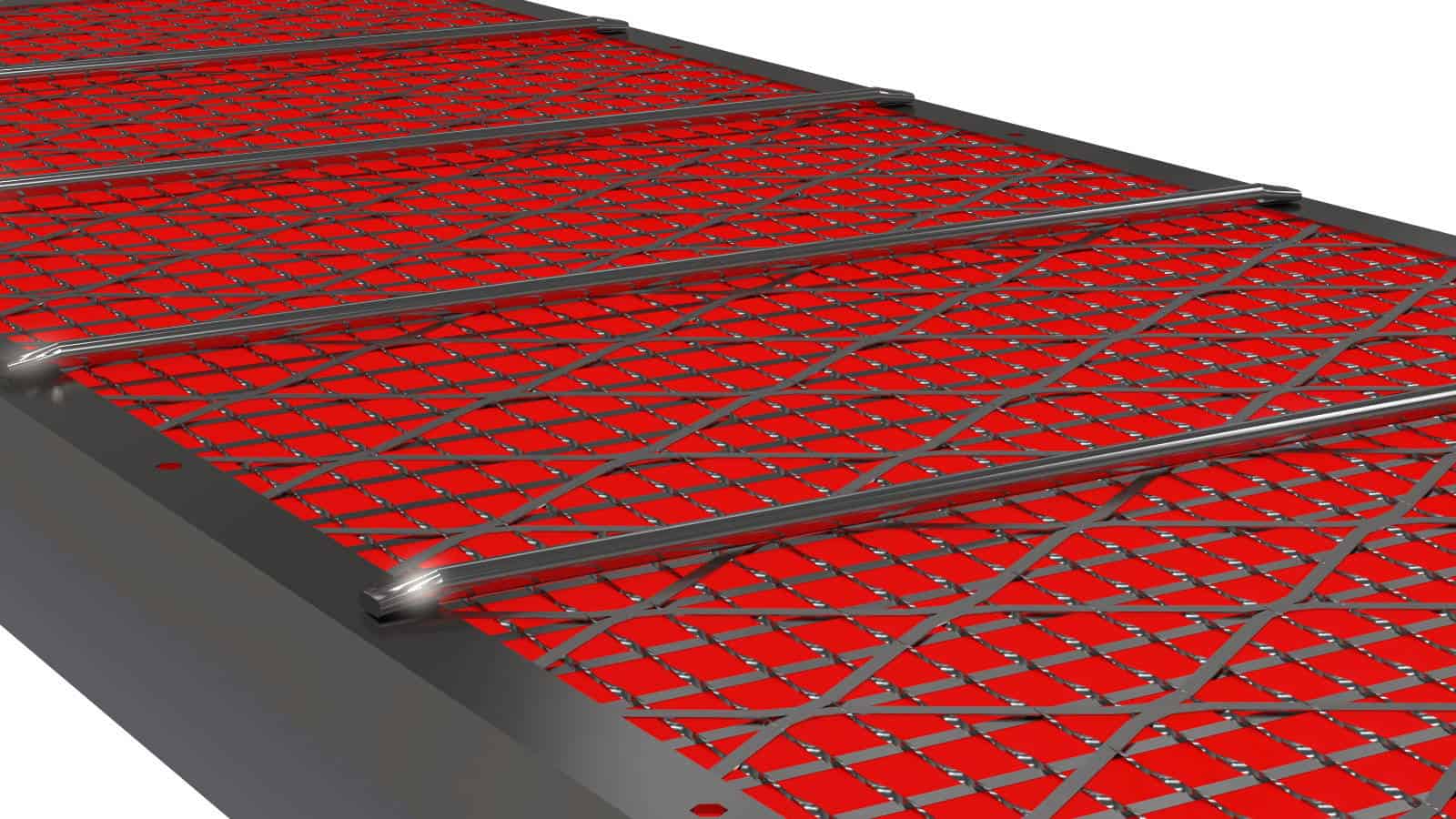
Gas catalytic heaters use platinum-coated ceramic surfaces to convert natural gas into clean infrared radiation without combustion. The catalyst surface glows red-orange during operation, indicating optimal IR emission. This reaction produces only heat and water vapor. No NoX.

Latest Generation PLC Control


Precision Temperature Management
Modern gas catalytic infrared ovens integrate programmable logic controller (PLC) systems that provide precise control over heating parameters. These sophisticated control systems monitor and adjust heater output in real-time, maintaining optimal curing temperatures across multiple zones within the oven.
The PLC continuously monitors surface temperatures using pyrometers and thermocouples, comparing actual temperatures against setpoint values. When deviations occur, the system instantly adjusts gas flow to individual heater panels, ensuring consistent heat distribution throughout the cure cycle.
Adaptive Heating Profiles
PLC-controlled systems can execute complex heating profiles that vary temperature across different stages of the cure cycle. Pre-heat zones gradually bring parts to temperature, primary cure zones maintain peak heat, and cool-down zones control the rate of temperature reduction—all automatically managed by the control system.
This level of control is particularly critical for heat-sensitive substrates like MDF, plastic composites, and powder-coated assemblies with mixed materials. The PLC can adjust heating intensity based on substrate type, coating thickness, and line speed, preventing thermal damage while ensuring complete cure.
Advanced Control Features
- Multi-Zone Control: Independent temperature management for different oven sections enables optimized heating profiles
- Recipe Storage: Save and recall heating programs for different products, substrates, and coating specifications
- Real-Time Monitoring: Continuous temperature feedback ensures process consistency and quality control
- Diagnostic Capabilities: Built-in fault detection identifies issues before they impact production