
Advantages of Gas Catalytic IR over Convection Curing
Understanding the Heat Transfer Difference
Convection Heating
Operates by heating air to 350-400°F using gas burners or electric elements, then forcing that heated air to circulate vigorously around parts using large fans—often moving 10,000+ cubic feet per minute. The heated air must transfer its energy to the part surface through direct contact, then conduct slowly through the substrate before curing the powder coating. This indirect, multi-step process is inherently inefficient—you’re expending significant energy to heat enormous volumes of air just to transfer a fraction of that heat to your parts.
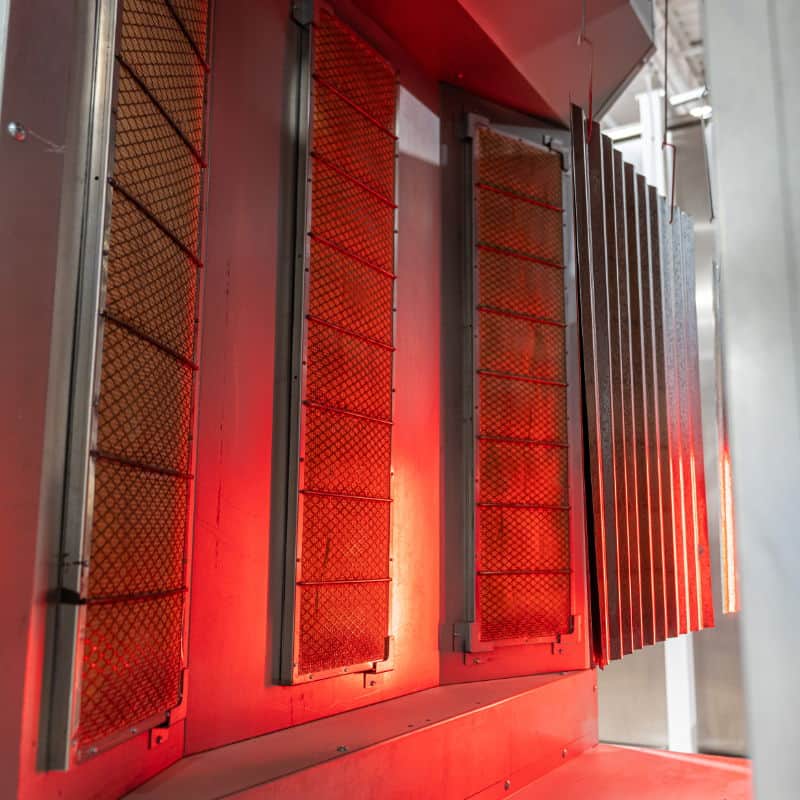
Catalytic IR
Emits medium-wave infrared radiation (wavelength 2-4 microns) that travels directly to the coated part at the speed of light. When this invisible radiation strikes the powder coating and substrate, approximately 90-93% of the energy is instantly absorbed and converted directly to molecular heat energy right where it’s needed. There’s virtually no wasted energy heating air. The part heats from within as IR energy penetrates both coating and substrate simultaneously, activating crosslinking chemistry much faster.
The 3:1 Rule
Space and Throughput Advantages
A Gas Catalytic IR oven requires 50% less floor space than an equivalent convection oven producing the same throughput. This isn’t simply about making the oven box physically smaller—it’s a direct mathematical result of faster cure times enabled by radiant heat transfer combined with higher energy density.
Consider the real-world impact on your facility: If you’re replacing a 40-foot convection oven with a catalytic IR system, the IR oven might be only 20 feet long yet deliver identical throughput capacity at the same line speed. This dramatic space reduction creates several strategic options for your operation.
Strategic Options:
- Double Output from Same Space: Install an equivalent-length IR oven in the same physical footprint currently occupied by convection to instantly double your production capacity
- Maximize Existing Facility: In situations where floor space is at a premium, the compact IR footprint may be the only viable option for increasing capacity
- Reduce Facility Costs: Smaller ovens mean significantly less building space needed and dramatically lower HVAC requirements
The Multiplier Effect
The space savings create a multiplier effect that extends well beyond simple 2:1 throughput gains. Because parts spend less time in the oven system:
- Fewer hangers needed cycling through the system
- Reduced work-in-process inventory tying up capital
- Faster order turnaround times
- Greater production flexibility for rush orders
Energy Efficiency and Operating Costs
Precision Zoning
PLC-controlled zones apply precise heat at each stage: high power for rapid gel, moderate power during exothermic crosslinking, lower power for final cure. Convection heats entire cavity continuously at 350-400°F regardless of actual needs.
Standby Mode
Drop to 20% power during planned stops, maintaining just enough heat to keep panels ready. Return to full output in 2-3 minutes when production resumes. Saves 15-25% annually vs. maintaining convection at full temperature during breaks and shift changes.
Lower Consumption
30-40% lower gas consumption per part through faster cure times and elimination of energy wasted heating large air volumes. Reduced electricity from lower fan requirements and lower peak demand charges from faster startup capability.
Startup Time and Responsiveness
Superior Quality and Consistency
Less Contamination
Convection requires 10,000+ CFM creating dust entrainment, overhead buildup that falls onto parts, and powder blow-off before gelling. IR requires minimal air movement—dust stays settled. Dramatically shorter cure time (one-third as long) further reduces contamination opportunity.
Temperature Uniformity
Convection struggles with temperature stratification—hot air rises creating floor-to-ceiling gradients. IR panels emit consistent radiation across surfaces with precise zone control. Real-time monitoring using non-contact IR sensors enables closed-loop control impossible with convection.
Better Repeatability
Faster cure means less time for variables to affect outcome: less opportunity for temperature drift, reduced impact of line speed variations, more consistent results across different part sizes, dramatically better repeatability shift-to-shift and day-to-day.
Powder Coat Heat-Sensitive Materials
Why Convection Fails MDF
✗ Requires prolonged exposure to very high air temperatures (350-400°F for 15-30 minutes)
✗ By the time powder cures, MDF core often begins to thermally degrade
✗ Off-gassing from overheated wood fibers creates surface defects
✗ Warping, dimensional changes, and edge delamination common
Why Catalytic IR Succeeds
✓ IR heats powder coating and MDF surface simultaneously
✓ Rapid cure (8-12 minutes) dramatically minimizes total heat exposure
✓ Lower peak air temperatures—often 100°F+ cooler than convection
✓ MDF core stays safely below degradation threshold while achieving complete cure
New Markets Opened
This breakthrough capability provides access to substantial new opportunities previously limited to liquid coating technologies: residential and commercial furniture manufacturing, architectural millwork and decorative trim, retail store fixtures and displays, interior door systems, and decorative panel systems for walls and ceilings.
Metal Substrate Advantages
Even with traditional metal substrates, catalytic IR provides measurable benefits including faster cure of thick-gauge materials that act as heat sinks in convection systems, more uniform cure on complex three-dimensional geometries with recesses and protrusions, and the proven ability to cure pre-assembled components without degrading adhesives, gaskets, or other heat-sensitive elements.